Buying metal castings is not always straight forward. No matter your knowledge base, there is a lot to understand – on both your end and the Foundry’s. Factors like Alloy selection, moulding/finishing processes, core requirements, supply terms… to get the most value for your money, all of these need to be understood. But by simply expanding on your knowledge on Metal Casting, well, you will have already started the process of evaluating costs and benefits. Before we gear up for the more well-known costs of metal casting, there are a few considerations you may not have thought about.
Economies of Scale – Weigh it Up
Let us say you have a casting order requirement that’s less than 100 kg, but the Foundry you are currently working with accommodates for Medium to Large Scale Casting. You will be wasting crucial capital on both their Furnace’s power and casting yield. It is essential to ensure that the Foundry you have chosen is right for your requirements. For example, for order volumes over 1 metric tonne you should choose a Foundry geared for medium and high economies of scale, ideally with a Furnace 500 kg or larger.
Foundry Alterations – Be Prepared
When negotiating the purchase of castings from any Foundry do not expect your product to be supplied at cost. If your Foundry goes out of business, you are likely to face a large expense from new patterns at a new Foundry. Or at least, modifying existing patterns to suit another Foundry’s moulding equipment. Make sure to partner with a Foundry that will remain in business for as long as you will be requiring your castings, so be reasonable on price when finding your best Foundry partner.
Local Scrap and Supply Chain – Check for Kinks
So much of your Foundry’s raw material cost will be down to supply chain and local scrap availability. It is important to identify not only what your chosen Foundry’s costs are during the casting process but also what costs might be included before anything has even touched the Furnace. Read on to find more about material costs below.
The Metal
To calculate the cost of metal you need to know three things: Alloy Type, Casting Weight, and Total Tree Weight (including runners and risers). Alloys are a combination of a base metal like Iron, Copper, or Aluminium, all in conjunction with a range of Additives. These Additives can cause huge changes to the properties of metal even in very small amounts. When the correct, specific Alloy or Composition is determined, the casting process will begin to take shape.
The Foundry
Your Foundry will calculate the correct amount of base metal required per Kg of casting and the number of Alloys and Additives required to achieve the desired Composition. But take note, in some cases a higher amount of additive is required to allow for melting loss and oxidisation, depending on your casting process.
Once the amounts of base metal and Alloy additives have been determined the source of the metal should be selected to achieve the lowest cost of raw materials. Global metal exchanges are often used as cost benchmarks such as the London Metal Exchange (LME), a great way to analyse the costs of the raw materials you need.
| LME Index | Price per Tonne in USD |
| Steel Scrap India (Fe) | $612 |
| Aluminium (Al) | $3,582 |
| Copper (C) | $10,278 |
| Nickel | $35,5491 |
| Tin | $42,528 |
| Zinc | $4,072 |
| Lead | $2,345 |
Ref. © 2022 The London Metal Exchange, 25 March 2022.
Now you have your materials, let us breakdown your Foundry’s Furnace.
The first processing of metal is the melting process, which is performed in your Foundry’s Furnaces. Induction is the most common Furnace type for production casting and Cupola, for example, for Cast Iron.
But, as always, there are costs.
The main cost of Metal Melting is electricity. But operational labour and maintenance have a significant impact too. Most Foundries know how these costs translate to their metal melting cost per Kg at spout – it is the average cost for them to get 1kg of any molten metal prepared for pouring from the Furnace. But with varying Foundries comes varying work force sizes and power needs, so be sure to take these into account.
Cost of material procurement is not the only material cost in casting. The type of Alloy is an obvious consideration too – some Alloys have a higher melting point and so require more Furnace time. That said, a highly efficient Foundry can achieve a cost of as low as $0.30 USD for Cast Iron. Whereas low volume Furnaces with expensive electricity can cost as much as $1.50 USD per Kg. The melting cost then needs to be multiplied by the casting weight and divided by the casting yield. The yield is the percentage of casting tree that is the actual casting. This is where partnering with a Foundry that uses the correct economies of scale comes into play. Remember – bigger is not always better as Furnace melting cost is regulated in part by the Kilowatt capacity and efficiency of the Furnace. So, what type of costs can you expect to face when it comes to types of casting?
Moulding Costs
Moulding costs vary substantially depending on your favoured process. From low to high – Die Casting and Continuous Casting, Green Sand Casting, Hard Sand or Resin Sand Moulding, and then Shell Sand and Investment Casting.
Let us break them down.
Die Casting and Continuous Casting – Low material usage with a high output to labour cost ratio.
While the low cost of this process is a relief on expenditure, the geometry possible with these production processes is limited and the tooling cost is high. That said, moulding cost of this production process is normally a small fraction of the metal cost going in.
Green Sand Moulding – Relatively low cost due to reuse potential of sand and output per labour hour being high.
This is made achievable with the common Semi-Automatic Jolt-Squeeze moulding machines and less common fully automated moulding machines. Using a Semi-Automatic moulding machine producing small moulding boxes 600mmx400mm a moulder could typically produce 8-15 moulds per hour. As moulds become more complicated or larger the output slows as moulders needs to insert cores and take more care to ensure forming of detailed impressions. For a small moulding box, the factory cost allowance would be about $0.50 USD per box plus the allocation of labour.
Hard Sand Moulding – Reasonable cost due to sand reclaiming technology
Includes Sodium Silicate sand and Furan resin sand casting. These moulding processes involve mixing Silica Sand with a Resin (normally 0.75%-1.2%) that sets when a catalyst is added. With these moulding processes using Chemical Resin and often an acid as the catalyst the cost is normally higher than green sand moulding. The moulding cost would typically be double the cost of green sand process, but this varies depending on the chemical used, the output of the mixer and moulder.

Shell Sand Moulding – Expensive method due unreclaimable sand.
For a small mould 500×500, a Shell Sand Mould can easily cost between $10-15 USD per mould. The advantage, however, is that this moulding process achieves the best surface finish and level of detail of any sand casting process.
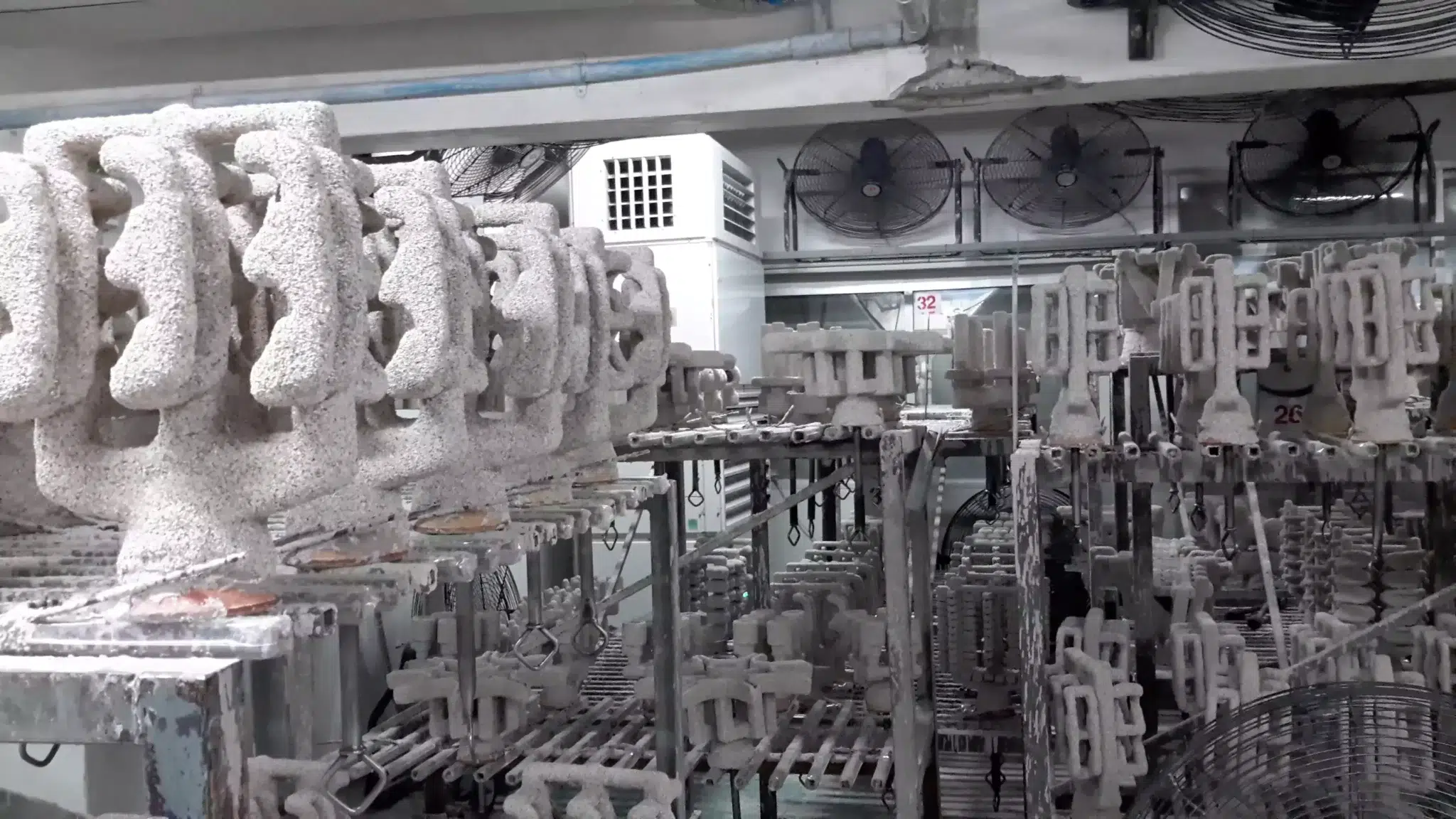
Lost Wax (Investment) process – Most common yet high cost – can achieve elimination of finishing
work and machining requirements.
There is the initial wax injection process, the wax assembly, followed by multiple coatings then the final de-waxing process, making it a labour-intensive method. The cost for each step of this process is relative to the level efficiency and automation, and the cost of labour. This means the cost can vary substantially from one Foundry to another. The advantage of eliminating finishing work and machining costs comes from the as-cast surface finish being approximately 125 Ra or +/- 0.15mm in accuracy.
A sidenote on moulding – Cores are often used to achieve internal cavities. They are formed using sand, normally using the Shell Sand process or Hard-Sand process depending on the preciseness of detail required!
Finishing Costs
Shot Blasting – This is done after the castings are poured and knocked out of their mould to clean up the casting and remove sand particles. The cost of shot blasting would normally only be 5-10 cents per casting kg.
Fettling – A process involving deburring during pouring. This is a labour-intensive process and particularly required for castings produced by Green Sand moulding and Hard Sand moulding. The time requirement ranges depending on the complexity and size of the casting. A simple casting that weighs 5kg would typically take 0.5-1 minute of fettling, whereas a complex casting weighing 100kg could take over 20-30 minutes.
Machining Cost – Usually the most expensive finishing process. Machining cost is dependent on the number of set-ups, the time required per process, cost of the machine, cost of cutting tools, cost of labour and volume. With this number of variables, we cannot give any suggested rule-of-thumb costs here. For Sand castings where the machining cost is high, we would suggest considering if the Lost-Wax moulding process would allow you to save more effectively. The Lost-Wax process can achieve complex geometries with a smooth accurate surface finish that often results in reduced machining time or the elimination entirely.
Other Finishing Processes- Painting, Laser Etching, Polishing and Plating. The costs for all these processes are dependent on the volume, quality requirement, level of automation and the cost of labour. For when these processes are required, the costs are normally only a small percentage of the overall cost.
Before we conclude, however –
Supply Terms
Supply terms are a critical cost that many firms fail to consider when assessing costs. Supply Terms determine the freight cost will be incurred getting your castings delivered and the cost of capital if you need to pay for your castings ahead of when they are required.
Remember to consider the incoterms in any Foundry’s quote. If Ex-works or FOB, then ensure you get a freight quote and add an administrative factor to cover the cost of you needing to arrange the inwards freight.
Remember to factor in the cost of capital. This is the time from when you need to pay for the castings to when you actually need the castings. If the Foundry stipulates high minimum order quantities and is based far away, then the time between when you pay for your castings and when they are finally used may be significant. Apply a cost-of-money rate to this time to ensure you are factoring this in. Most firms would apply a 15-25% per annum interest rate to the capital outlay to cost this.
Conclusion
In any case, as times change, and the market fluctuates, what processes, materials, and Foundries you value will do too. But one thing will always stay the same – knowledge is the most valuable tool at your disposal.
Keep yourself informed so that you can cut down costs and balance quality and value. You can contact Kormax’s experienced team for more information and/or advice.