Polymer Cutting & Machining Tips
One of the qualities that make polymers such a popular choice of material for precision engineering is their ability to be easily moulded into complex forms, eliminating the need for the kind of detailing that is sometimes required for cast iron, aluminium, or bronze alloy. However, there are many instances where machining or cutting polymers might be warranted. The moulds used to create polymer components are in themselves time-consuming and often expensive to produce, and unless you are creating many duplicate pieces, it might be more cost-effective and practical to customise the component through machining. On the other hand, in most instances, plastics will have different machining allowances, i.e., heavier interference fits, larger running clearances, and extra allowances for thermal changes than metals.
If you are not used to working with polymers in this way, there are several common pitfalls to avoid and some techniques that will help you achieve the best finished product. This article offers some general guidelines for the machining of plastics for people who do not have experience in this area and highlights some things to be aware of before getting started.
Rigid Polymers Are Best for Machining
You will find that it is much easier to machine hard plastics than soft ones. The rigidity of hard polymers means they will be better able to resist distortion under the pressure of your saw, drill, or other machining tools, while soft polymers can easily lose their shape.
Not all plastic materials machine the same; for example, Kormax Acetal is very easy to machine, while Kormax Polyurethane is more difficult due to its softness. However, even machining Kormax Polyurethane can be made easier with freezing.
Soft polymers are also more susceptible to unintended scratches and marks sustained around the workshop, like the markings from a vice used to hold the workpiece in place. Using a vice with soft jaws or clamping the piece on a surface that will not be visible in the final piece are a couple of ways you can improve the appearance of the finished product. Vacuum beds or double-sided sticky tape can be useful for holding materials while being machined on routers and milling machines.
Heat Will Affect Workability
Heat affects polymers in a couple of ways, firstly, polymers become softer as they heat up, and as we mentioned in our previous point, softer polymers are more difficult to work with. Secondly, heat can cause thermal expansion – up to 10 times as much as you would see with most metals – so if the piece you are working on has been exposed to ambient heat, you will need to consider that the dimensions may change as it cools. For precision parts, it is thus recommended to rough out parts close to size and rest the material before finishing machining with small final cuts.
Dealing with Swarf
The swarf produced when cutting and machining polymers can create difficulties for technicians. Polymer swarf has a great propensity to heat up and melt onto your tools and around the machined sections of your workpiece. Several techniques are often used to reduce swarf and its associated issues, techniques which include coolant flooding, air blasts, and extraction systems which can help to clear the swarf out of your tools and away from the work surface. Chip breakers, woodpecker cycles, interrupting the machining cycle, and even stopping and removing strands of material from the cutting area can prevent the material from getting caught up in the mechanism and prevent damage to tooling and parts while machining. Coolant can be used to remove heat and swarf, however, some plastics can be adversely affected when they come into contact with certain coolants, so be sure to check with Kormax that your coolant is not going to affect the material.
What Tools to Use
In most cases, rigid polymers can be machined with the same tools that you would use for wood or metal work, although you will need to adjust speed, geometry and feed for best results. For precise machining, we strongly recommend you do not use cutting parts that have already been used on metal workpieces.
Polymer Machining Methods
- Saws:
Panel Saws, Drop Saws and Beam Saws are common and effective means of cutting polymer sheet, rod, and tube to size. It is recommended to use carbide tip blades with polished top surfaces and have a good chip clearance. When cutting glass filled, glass re-enforced, and ceramic filled polymer materials, tool life will be shortened considerably. A good dust extraction system is essential to remove swarf and fine dust from the cutting area. It is strongly recommended that materials are clamped when cutting and on thicker sheets, it may be necessary to do 1 cut of 1⁄2 the cutting depth, and then clear the cutting path before the final cut.
- Bandsaws:
Bandsaws, Jigsaws and Cut-off-bandsaws can be very effective ways of cutting polymer materials to size and shape. In most instances it is difficult to use a lot of coolant, hence you need to be aware of your speeds to avoid heating up and melting of the plastic. The biggest nuisance is swarf, which can get caught up around bandsaw wheels and blades, melt and cause blades to wander off. If you are doing a lot of cutting, it is recommended to stop and clean out the swarf frequently.

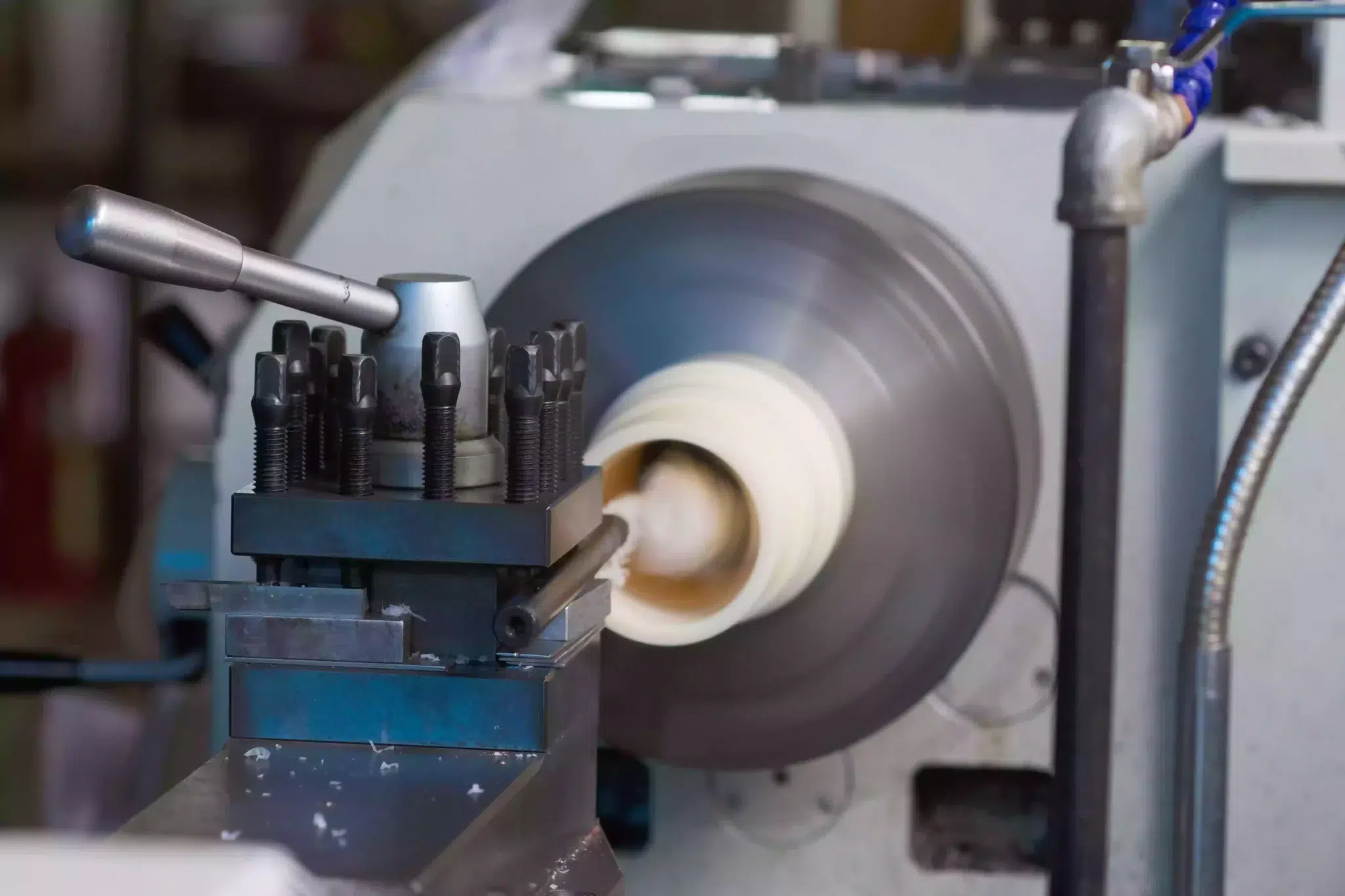
- Turning:
Machining of polymer materials in lathes can be done with both high-speed steel tool bits and with carbide inserts. Tooling should have polished top surfaces to help reduce the build-up of material on the inserts. Air blasts, swarf extraction systems right at the cutting face, and flooding the cutting face with a suitable coolant can be effective for removing swarf from the cutting path or becoming entangled with moving or stationary parts.
- Drills:
High-speed Twist Drills work fine for drilling most polymer materials. When drilling holes with a depth of more than 2 times the diameter, it is best to drill partway through, raise the drill to break and clear out the swarf, and to make sure the material is well clamped to avoid the drill from grabbing and picking up material. For larger diameter holes, use a smaller pilot hole and progressively open out – similar to drilling steel, resist the temptation to use large drills and feeds as this can cause major stress in the material, resulting in microcracks forming, or in worst-case scenarios material will break into pieces.

Ask Kormax for More Information on Polymer Machining
Polymers can be a great substitute for metal parts, but choosing the right polymer is crucial to the success of the application. Kormax has a wide variety of plastics and we are more than happy to advise you on which ones will work best for you. You can get in touch with us by phone or online.