For our full range of products and services, choose the relevant catalogue.
Die Casting Process Steps
Learn more about the three Kormax Aluminium Die Casting Processes in this diagram
Die Casting is a manufacturing process during which molten metal is poured or forced into project specific steel molds. Kormax’s Aluminum Die Casting Services include High-Pressure (HPDC), Low-Pressure (LPDC), and Gravity Feed Die Casting (GFDC).
The different manufacturing processes are explained below.
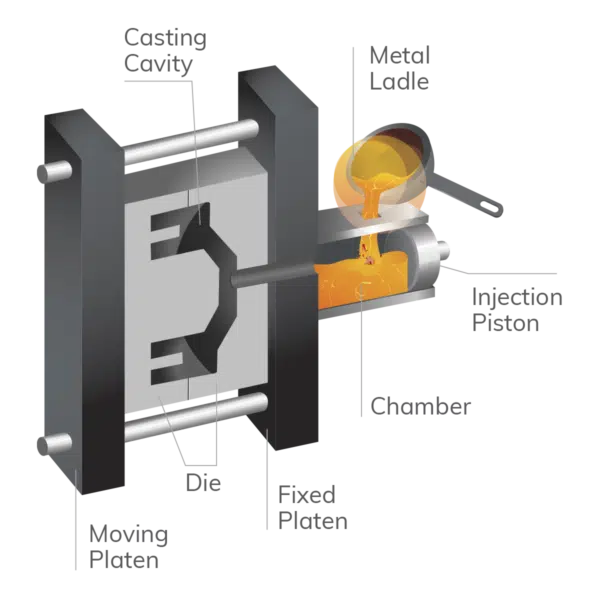
Cold Chamber High Pressure Die Casting
Cold Chamber High Pressure Die Casting is used for high volume production quantities of projects requiring a wall or section thickness from a minimum of 3.5 mm (about 0.14 in).
Steps:
- Molten metal is metered into a cold chamber for each machine cycle 2.
- A single plunger forces the molten metal through a narrow feeder channel (or gate), into the die cavity, by the application of pressures from 7 to 207 MPa.
- The die is water-cooled within a fraction of a second and the metal solidifies rapidly.
- The dies open upon solidification and the casting is removed using ejector pins.
- A trimming die usually removes the flash created where the two die halves come together.
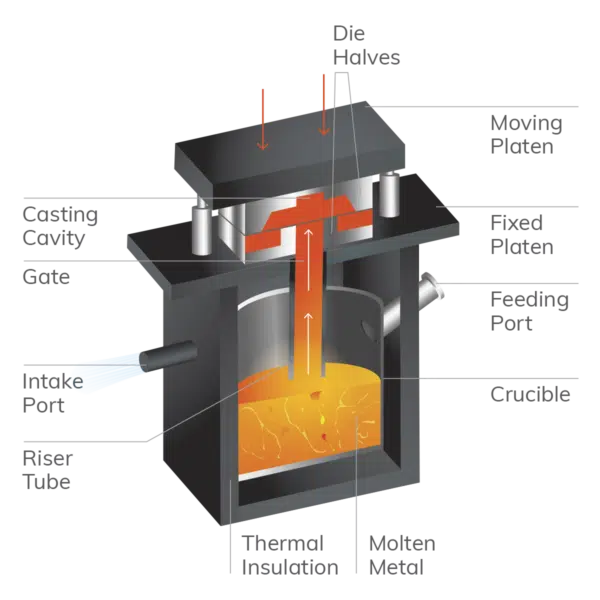
Low Pressure Die Casting
Low Pressure Die Casting is used for mid to high volume production quantities of projects requiring a wall or section thickness from a minimum of 4.5 mm (about 0.18 in).
Steps:
- Molten metal is fed into the crucible through the feeding port, whilst a heating element heats the crucible to keep the molten metal at the required casting temperature.
- Once full, the crucible is sealed and pressuring gas (ranging between pressure from 20 to 100 Kpa) and the molten metal is forced into mold cavity via the riser tube.
- The pressure is kept for a certain time until solidification of the mold.
- The mold is then opened, and the casting is ejected using ejector pins.
- The mold is sprayed with a lubricant, closed again, and gets ready for the next cycle.
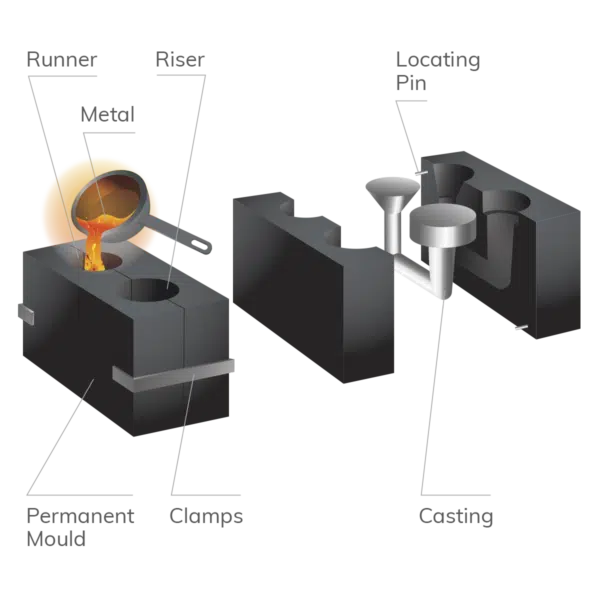
Gravity Feed Die Casting
Gravity Feed Die Casting is used when production quantities are relatively small or when heat treatment is needed to improve the mechanical properties. Suitable for projects requiring a wall or section thickness from a minimum of 5 mm (about 0.2 in).
Steps:
- The mold [Die or Tool] is heated and then coated with a die release agent.
- Molten metal is poured (either using hand poured steel ladles or mechanical methods) into the channels via the runner, filling all the extremities of the mold cavity.
- A mold “down sprue” allows the molten metal to enter the mold cavity from the lower part of the die, reducing the formation of turbulence and subsequent porosity and inclusions in the finished part.
- Once the part has cooled sufficiently, the die is opened, either manually or utilising mechanical methods.
Contact our experienced Sales team today for a free no-obligation talk about your aluminium die casting requirements.
