Investment casting, also called lost-wax casting, is a metal casting process to manufacture castings that require a thin wall section, complex geometry, or smooth surface finish. Investment casting is commonly used for Carbon Steel, Low-Alloy Steel, and Stainless-Steel Castings as it complements the characteristics of these Steels. Steels are high-strength alloys which means they’re often suitable for thin-walled and complex castings which investment casting is suited for. Steels melt at relatively high temperatures which can result in surface roughness in sand casting, but Investment Casting enables a much smoother surface finish producing an aesthetically pleasing appearance.
Investment (Lost Wax) Casting Process
Following are the steps to the investment casting process.
- Stage 1: First, a die or tool is developed according to the customer-provided specifications of the final casting. Then special types of heat-dispensable waxes or plastic-based patterns are produced. This is achieved by injecting the wax into a die to create wax patterns for the final casting. There must be three shrinkage allowances into the die for the dispensable pattern to account for the wax’s predicted dimensional changes, the firing and drying of the mould, and the casting solidification.
- Stage 2: The preheated tools are used to clean and inspect the wax models which are then attached to gates, runners, risers, sprue, vents, and pouring cups. Based on the intricacy and size of the models, the resulting “tree” could contain numerous (even hundreds) patterns.
- Stage 3: The investment process can be started once these assemblies are prepared. The tree including the wax pattern is then dipped into a slurry and a monolithic mould is developed by coating or investing the pattern with refractory ceramics. The refractory ceramic hardens around the wax tree assembly. This process is repeated a number of times until the refractory layer is thick enough to hold together as a mould for the pouring process.
- Stage 4: The dispensable models are eliminated by dewaxing when the coating has dried. The term “dewaxing” is generally used for patterns made of wax, foam, or plastic. The whole assembly is subjected to heating in an autoclave oven to drain out the wax from the mould. This also results in the curing of the ceramic coating. The shell-type mould is still comparatively weak at the stage of dewaxing and may crack due to a rapid expansion in the pattern. To avoid such issues, the temperature is gradually increased, and dewaxing is carried out in an autoclave under pressure. The remaining pattern traces are burnt out by firing the mould.
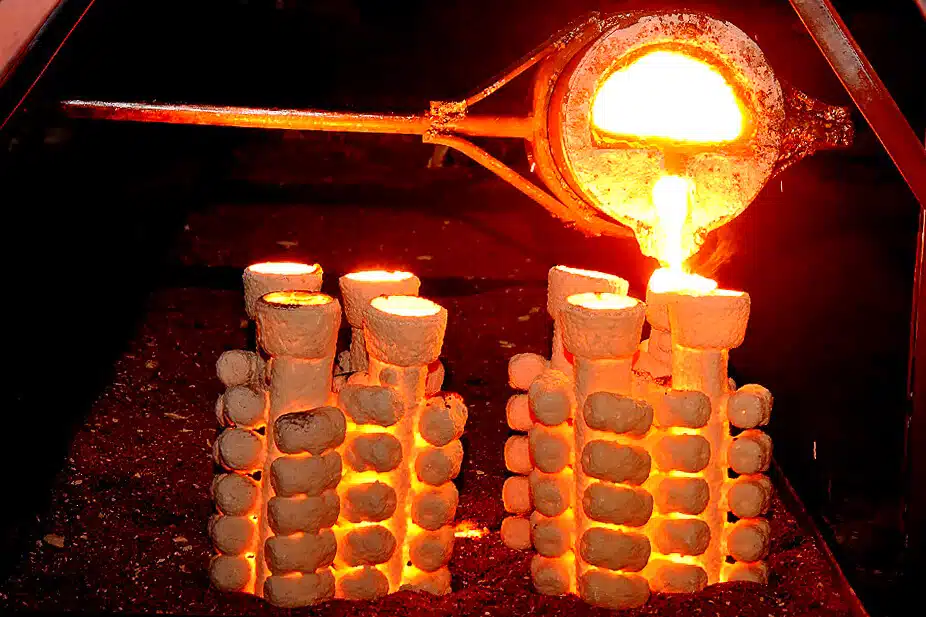
- Stage 5: Once cured, these moulds are cooled at room temperature so that metal pouring can be performed. The molten metal can be poured into the mould by centrifugal, gravity, or vacuum forces. To facilitate the casting process, the temperature of the mould can be raised to 500°C (800°F); below the metal pouring temperature.
- Stage 6: Once solidification is complete, the ceramic is split apart, and the gating system is removed. The adherent refractory material can be removed from the casting by shot blasting without compromising its surface finish and accuracy.
- Stage 7: The solidified casting is often subjected to heat treatment and finishing processes such as machining and coating.
- Stage 8: The finished castings are subjected to inspection and testing to make sure that they meet all the specifications and standards.
- Stage 9: Finally, castings are carefully packed for shipping to the customers.
Even though the wax mould can be manually poured, hot injection produces components with better surface finishes because of the low concentration of surface bubbles into quite expensive and complex steel dies. The level of mechanization of the hot injection system varies, with the simplest being hand operated and the most complex being totally automated. Similar to die casting, the tooling cost must pay back against manufacturing within a suitable and economical timeframe, hence it is important to consider this cost while choosing the process.


Types of Investment (Lost Wax) Casting
This technique has two different variants:
Investment Shell Casting
In the case of the investment shell casting process, the moulding material’s shell encloses the pattern. The tree is initially submerged in the slurry to create a bubble-free, continuous, and thin coating. The layer of granular refractory (aluminum silicate, silica, or zircon sands) homogeneously covers the wet assembly by a fluidized bed. The alternative dipping and dusting of the assembly are carried out until the required shell thickness is achieved. After that, the ceramic shell is set to harden and cure, though additional drying procedures may also be needed. The shell thickness is dependent on the weight of the liquid metal to be poured and the final solidified castings. The shell needs to be strong enough to allow the removal of pattern and casting. The chances of mould cracking and shrinkage are reduced due to the shell-building process. Although this variant only works for smaller components, it conserves the mould materials. The investment shell casting technique can be mechanized to increase the production rate and product quality.
Investment Flask Casting
In the case of investment flask casting, the flask encloses the solid mould. The pattern is set up inverted on a base and enclosed by a flask that is sealed up against that base. The pattern is generally covered with a refractory wash and then dried, just like ceramic moulding. While gradually pouring the slurry into the flask to cover the pattern tree, air bubbles are removed by applying a low vacuum or vibration. Lastly, the mould is allowed to solidify chemically.
Investment Mould Raw Materials
Alumina, zircon, silica, and different aluminum silicates are some common ceramics that are used to make moulds for investment casting. Quartz is also occasionally used since it is low-cost material. The common mixture of aluminum silicates contains 42-72% alumina and the rest amount of silica. The mixture is often called mullite at 72% alumina. Zircon-based ceramics are frequently utilized for primary coats, as zirconium does not react with liquid metals. Ethyl silicate, colloidal silica, sodium silicate, or hybrids are used as binders to hold the ceramics in place.
Investment Casting Materials
The investment casting technique is suitable for casting both ferrous and nonferrous alloys with precise dimensions requiring little or no machining. Different types of ferrous and nonferrous alloys utilized for investment casting are given below.
- Ferrous alloys: martensitic stainless steel, austenitic stainless steel, duplex stainless steel, carbon steel, low alloy steel, ductile cast iron, and gray cast iron.
- Nonferrous alloys: nickel and cobalt-based superalloys, refractory alloys, aluminum alloys, titanium alloys, and bronzes.
Design Considerations
Some of the important design considerations for Investment Casting are given below.
- Gating System: The dimensional stability of castings is enhanced by a single gating system.
- Section Thickness: The castings with section thicknesses of 0.03″ to 100″ can be produced.
- Process Capability: Excellent reproducibility is possible with a typical deviation of ± 0.003 to ± 0.004 per inch. However, tolerance is greatly influenced by the geometry of castings.
- Tooling: Considering the die makers’ allowances and component shrinkage factors, the overall tolerance may have an addition of ± 0.002″ per inch. This becomes the case particularly when mechanical pulls and loose parts are used for dies
Conclusion
Kormax offers Investment Casting services for Cast Irons (also including Abrasion Resistant White Irons), Bronzes, Stainless Steel, and other materials. Investment casting is suitable for industries requiring precise metal components.
Visit our website to view our Investment Casting capabilities and contact Kormax’s experienced team to discuss your Investment Casting requirements.